解决案例
通过内制化・自动化的生产革新,实现“生产工时1/2”和“生产时间1/4”的生产技术部门的挑战
山洋電気株式会社 神川(かんがわ)工厂(规模:约3,900名)

|
山洋電気株式会社 神川(かんがわ)工厂 [占地面积] 67,140m2 [社 员 数] 648 名 [获得认证] ISO9001, ISO14001 建立了一个大规模的自动化生产线,连续生产伺服电机。 |
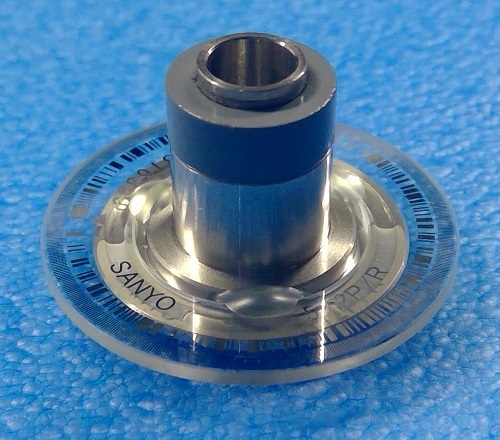
▲编码器用的磁盘模块(样图)
山洋电气根据中期经营计划,正在推进以强化本公司工厂自动化为目标的“生产革新线”的构建。
一贯生产伺服电机的神川工厂(长野县)一直致力于实现编码器磁盘模块组装工艺的自动化。生产技术部的铃木这样说道。
“生产革新产线的目标不仅是要达到设计时的目标性能和稳定质量,还要实现“生产工时1/2”和“生产时间1/4”等,难度非常高。作为实现上述目标的一环,我们着眼于需要人力和时间的编码器磁盘模块组装工艺,检讨了这项作业的自动化。组装编码器磁盘模块需要熟练的技术,挑战开始了。”(铃木)
“虽然也有外包给外部装置制造商更有效率的意见,但我们认为市面上销售的装置无法满足高精度磁盘组装的需求,因此决定将组装装置内制化。从降低制造成本和稳定供应方面来看,内制化的好处很大。最重要的是,公司内部希望挑战今后的开发,这种干劲推动了自主开发。”(铃木)
不久,生产技术部就着手开发编码器用磁盘模块组装装置。但是,如何通过电机再现熟练工的高精度定位,难题堆积如山。
▲编码器用的磁盘模块(样图)
生产技术部正在开发的编码器磁盘模块组装装置中,有好几道工艺都离不开高精度定位。
“其中一项就是将集线器的中心轴与磁盘的中心轴完美匹配。通过相机识别磁盘上印刷图案的细微误差,对感知到的偏差进行修正组装。以前都是用显微镜观察作业的,工序需要微米级的熟练度。为了确定校正位置,高分辨率的电机必不可少,点胶机在目标位置上涂上粘合剂,也需要高精度的电机控制。”(铃木)
▼磁盘模块的零件构成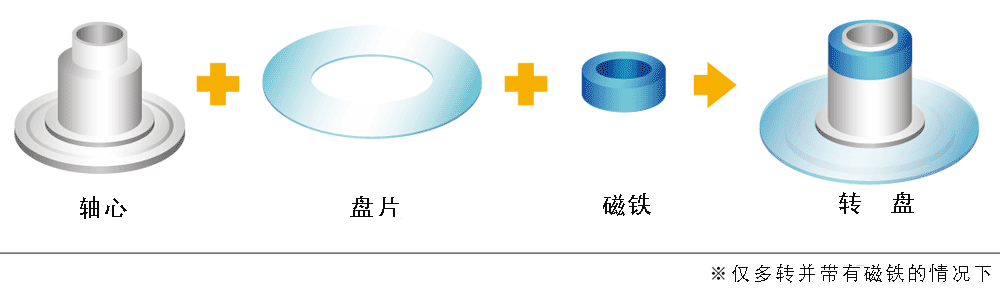
至此,嵌入本公司正在开发的AC伺服电机「SANMOTION G」,完成了编码器用磁盘模块组装装置。
▼完成后的编码器磁盘模块组装装置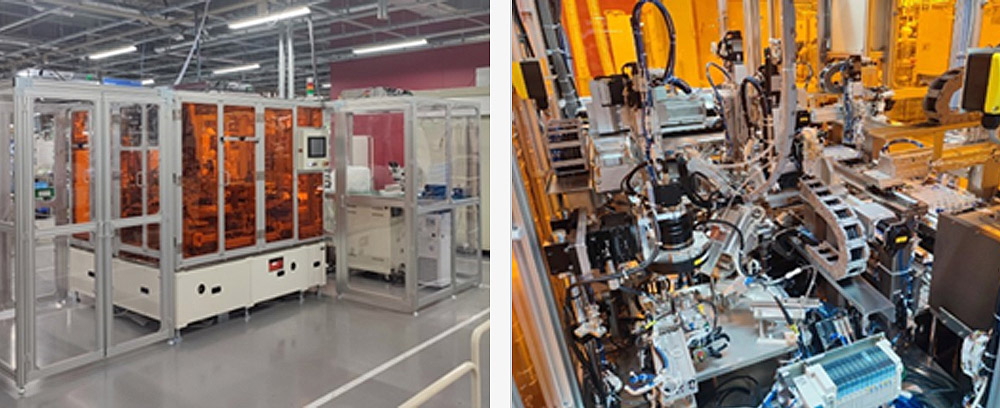
装置概要:
从磁盘模块组装到检查的工序实现自动化。
伺服轴的构成:
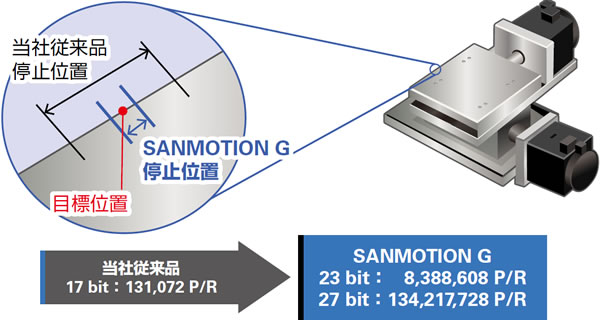
正在开发的伺服电机「SANMOTION G」的编码器标准为23bit※1,与本公司现有产品相比可实现64倍的精确定位。
※1 3bit是指1次旋转可以约830万分之一的角度定位的精度。
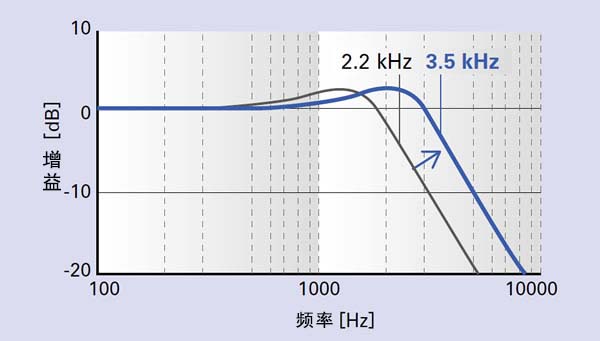
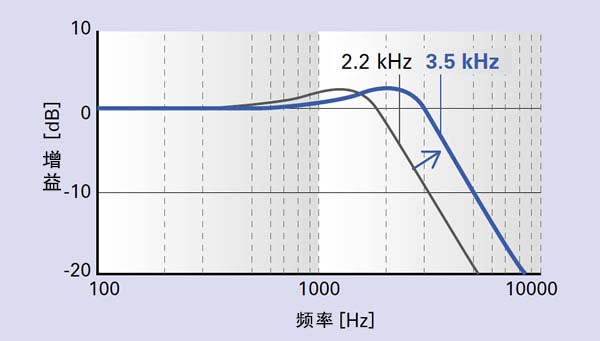
另外,通过新开发的电流控制,速度频率响应从 2.2 kHz 提高到 3.5 kHz。由于响应和动作比过去更敏捷,因此加工质量得到了提高。
通过使用该电机可实现高精度的定位。将其与图像处理结合起来,通过修正微小的偏差,实现了点胶机高精度的粘合点胶处理。”(铃木)
该组装装置不仅大幅缩短了周期时间,还实现了磁盘的稳定供应。实现生产革新产线的生产技术部对于下一次自动组装装置的制作,也将继续迎接进一步的挑战。